Descargado 1810 veces





















































Este documento describe los conceptos de ingeniería concurrente y diseño para el cliente en el desarrollo de productos. Explica que la ingeniería concurrente integra funciones como mercadeo, diseño e ingeniería desde las primeras etapas para acortar tiempos de desarrollo. También describe herramientas como el despliegue de la función de calidad y la casa de calidad para traducir las necesidades de los clientes en especificaciones técnicas.
Capítulo sobre la ingeniería concurrente, diseño de productos y procesos. Incluye aspectos de integración interfuncional y desarrollo concurrente.
Equipos en ingeniería concurrente: administración, técnica y diseño. Beneficios como reducción de tiempos y enfoque en el cliente.
Uso de herramientas como Casa de la Calidad y análisis de valor para simplificar productos y mejorar rendimiento.
Principios de ergonomía aplicados al diseño del trabajo, herramientas y equipamiento, con enfoque en el bienestar del operador.
Importancia del diseño para manufactura y ensamble, resaltando la simultaneidad colaboración entre diseñadores y manufactura.
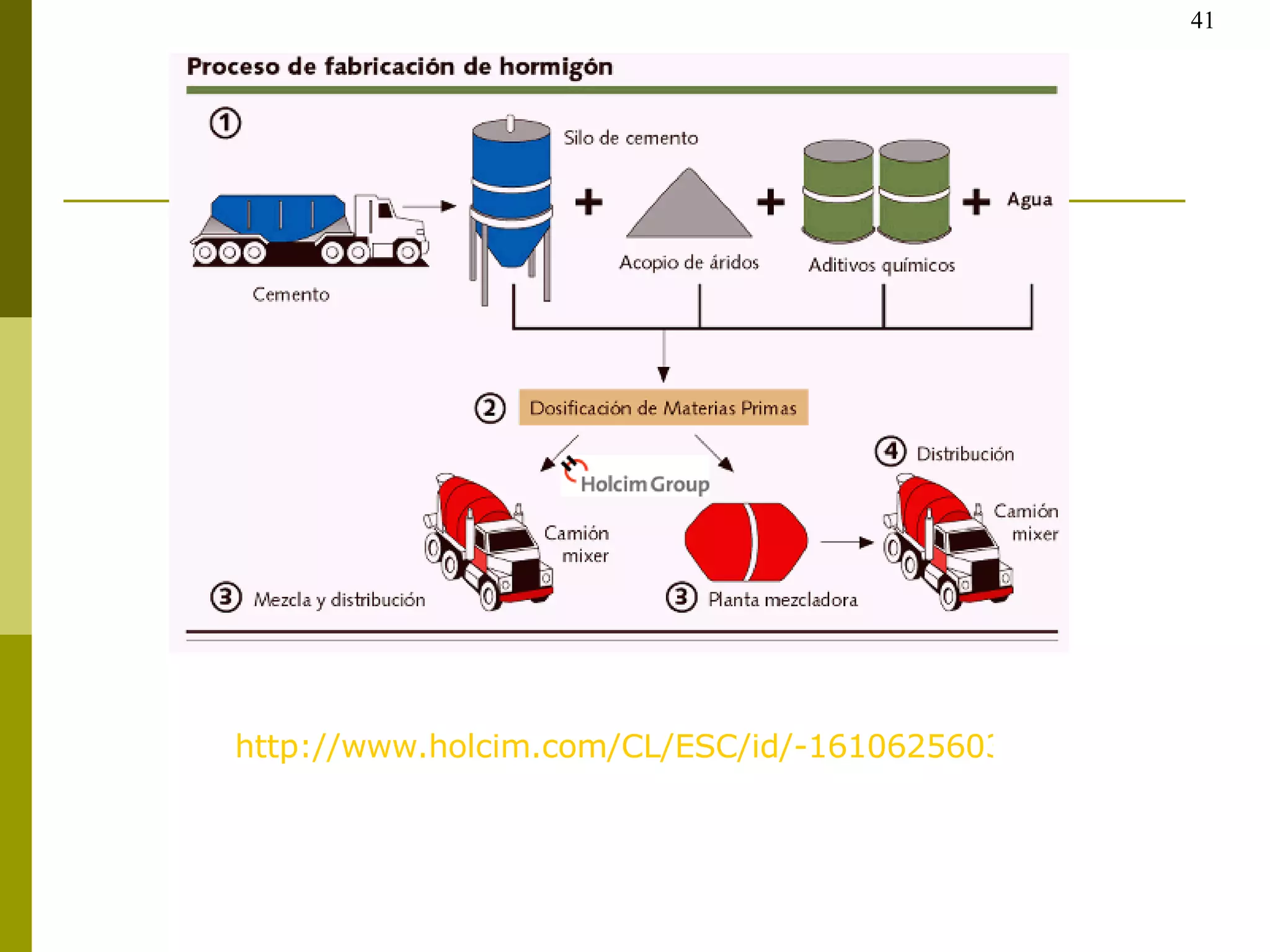
Descripción de distintos tipos de procesos como conversión, fabricación, ensamblaje y sus características de flujo.
Concepto de fábrica virtual que implica redes integradas y el uso de tecnologías para optimizar manufactura.
Método estándar para evaluar procesos y equipos alternativos, análisis de costos y decisiones de compra en producción.Métodos y diagramas para evaluar el flujo en procesos de manufactura, incluyendo ensamble y recepción de materiales.
Medición del desempeño del desarrollo de productos y procesos de manufactura. Uso de tecnología y gestión de operaciones.
Estrategias para la adopción de tecnologías en el desarrollo de productos, alineadas a prioridades competitivas.

































































































