Tujuan
Siswa mengetahuidan dapat melakukan cara
memasang kabel UTP pada konektor RJ 45
Siswa mengetahui dan dapat melakukan cara
menghubungkan 2 buah atau lebih komputer
membentuk jaringan komputer
3.
DASAR TEORI
• Jaringankomputer adalah sekumpulan
komputer beserta mekanisme dan
prosedurnya yang saling terhubung dan
berkomunikasi
4.
DASAR TEORI(Lanjutan)
• Topologipoint to point
Menghubungkan 2 buah komputer
• Topologi star
Setiap node berkomunikasi langsung
dengan central node, traffic data mengalir
dari node ke central node dan kembali
lagi.
TOPOLOGI FISIK JARINGAN KOMPUTER
TOPOLOGI FISIK JARINGAN KOMPUTER
Data ditransfer melalui sebuah media,
umumnya berupa Kabel coaxial, kabel UTP,
dan fiber optic .
5.
DASAR TEORI(Lanjutan)
• UTPsingkatan dari “Unshielded Twisted Pair"
merupakan kabel yang paling banyak digunakan
untuk kebutuhan jaringan local area.
• Disebut unshielded karena kurang tahan
terhadap interferensi elektromagnetik karena
tidak dilengkapi dengan pelindung.
• Dan disebut twisted pair karena di dalamnya
terdapat pasangan kabel yang disusun spiral
atau saling berlilitan. Kabel ini berisi empat
pasang (pair) warna kabel yaitu hijau, orange,
biru dan coklat
MEDIA TRANSMISI
MEDIA TRANSMISI
6.
DASAR TEORI(Lanjutan)
SUSUNAN KABELUTP
SUSUNAN KABEL UTP
TYPE A atau TYPE B
DISUSUN SRAIGHT atau
CROSSOVER(CROSS)
TYPE A
TYPE A
1. putih hijau
1. putih hijau
2. hijau
2. hijau
3. putih oranye
3. putih oranye
4. biru
4. biru
5. putih biru
5. putih biru
6. oranye
6. oranye
7. putih coklat
7. putih coklat
8. coklat
8. coklat
TYPE B
TYPE B
1. putih oranye
1. putih oranye
2. oranye
2. oranye
3. putih hijau
3. putih hijau
4. biru
4. biru
5. putih biru
5. putih biru
6. hijau
6. hijau
7. putih coklat
7. putih coklat
8. coklat
8. coklat
TYPE A PH H PO B PB O PC C
TYPE B PO O PH B PB H PC C
7.
DASAR TEORI(Lanjutan)
SUSUNAN KABELUTP
SUSUNAN KABEL UTP
SRAIGHT atau CROSSOVER(CROSS)
a.Disebut Straight apabila kedua ujung kabel dipasang
memakai type yang sama ( type A saja, atau type B saja ).
Sedangkan Crossover bila kedua ujung dipasangan dengan
type yang berbeda ( type A dan type B ).
b.Straight digunakan pada saat ingin mengkoneksikan
antara Device yang berbeda
( Contoh: PC dg Hub ,PC dg Switch ).
Sedangkan Crossover digunakan pada saat hendak
mengkoneksikan device yang sama
( contoh : PC dg PC , Hub dg Hub ).
8.
DASAR TEORI(Lanjutan)
JADI JIKAMEMBUAT
JADI JIKA MEMBUAT
JARINGAN KOMPUTER
JARINGAN KOMPUTER
POINT TO POINT
POINT TO POINT
MENGGUNAKAN
MENGGUNAKAN
SUSUNAN APA ?
SUSUNAN APA ?
STRAIGH
STRAIGH
T ???
T ??? CROSS ???
CROSS ???
9.
ALAT DAN BAHAN
KOMPUTER
KABEl UTP
RJ 45
TANG KRIMPING
LAN TESTER
HUB
10.
ALAT dan BAHAN(Lanjutan)
KABEL UTP
KABEL UTP
RJ 45
RJ 45
LANGKAH-LANGKAH
1. Buka/potong lapisanterluar dari kabel UTP.
2. Kedua ujung kabel UTP disusun memakai
type A – type B atau type B – type A
3. Setelah tersusun hingga rapi, potong bagian ujung
agar ujung-ujung kabel menjadi rata
4. Kabel yang telah rata dimasukkan kedalam RJ 45
5. Cramping RJ 45 yang telah tersambung dalam kabel
Jaringan point to point
H
O
PB
PB
C
PC
B
PH
O
PO
TYPE B
C
PC
B
PO
H
PH
TYPE A
Jaringan point topoint (lanjutan)
6. memasang kedua ujung kabel pada lan tester untuk
di tes.
Apabila lampu menyala urut / satu per satu, itu
artinya kabel telah terpasang dengan benar.
Tetapi bila ada salah satu lampu indikator pada Lan
tester yang tidak menyala, itu tandanya ada kabel yang
tidak terhubung dan harus dilakukan cramping ulang.
7. Memasang kedua ujung kabel di port/antar muka
jaringan yg terdapat pada kartu jaringan(dikomputer)
pada kedua komputer
16.
Memerlukan peralatan tambahan
Memerlukanperalatan tambahan
sebagai central node, bisa berupa
sebagai central node, bisa berupa
HUB, SWITCH atau KOMPUTER
HUB, SWITCH atau KOMPUTER
Jaringan 3 komputer atau lebih
(Topologi Star)
17.
LANGKAH-LANGKAH
1. Buka/potong lapisanterluar dari kabel UTP.
2. Kedua ujung kabel UTP disusun memakai
type A – type A atau type B – type B
3. Setelah tersusun hingga rapi, potong bagian ujung
agar ujung-ujung kabel menjadi rata
4. Kabel yang telah rata dimasukkan kedalam RJ 45
5. Cramping RJ 45 yang telah tersambung dalam kabel
Jaringan 3 komputer atau lebih
dengan topologi star …. (lanjutan)
H
O
PB
PB
C
PC
B
PH
O
PO
TYPE B
C
PC
B
PO
H
PH
TYPE A
18.
6. memasang keduaujung kabel pada lan tester untuk
di tes.
Apabila lampu menyala urut / satu per satu, itu
artinya kabel telah terpasang dengan benar.
Tetapi bila ada salah satu lampu indikator pada Lan
tester yang tidak menyala, itu tandanya ada kabel yang
tidak terhubung dan harus dilakukan cramping ulang.
7. Memasang ujung 1 di port/antar muka jaringan yang
terdapat pada kartu jaringan (dikomputer) dan ujung
lainnya pada terminal HUB
Jaringan 3 komputer atau lebih
dengan topologi star …. (lanjutan)
Conceptual
Conceptual
Detail
Detail
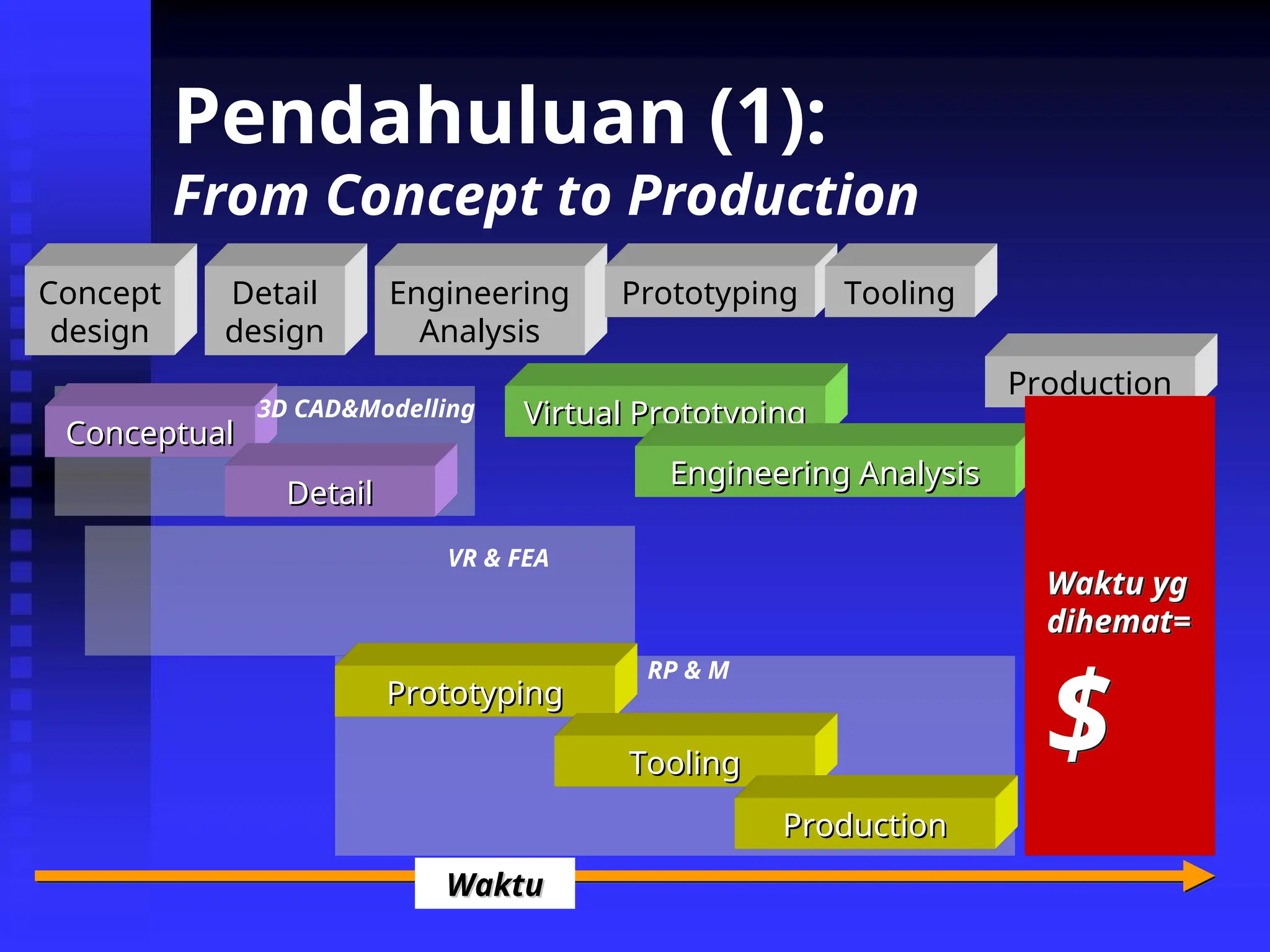
Pendahuluan (1):
From Conceptto Production
Concept
design
Detail
design
Engineering
Analysis
Prototyping Tooling
Production
Virtual Prototyping
Virtual Prototyping
Engineering Analysis
Engineering Analysis
Prototyping
Prototyping
Tooling
Tooling
Production
Production
Waktu yg
dihemat=
$
3D CAD&Modelling
VR & FEA
RP & M
Waktu
Waktu
Tugas 1: KunjunganLab
(Konsep Metode Non-LM)
Team: Lavender (*)
Team: Taguchi (*)
Team: A.380 (*)
Team: Mind (*)
Team: Google_5 (*)
Team: Uebermensch (*)
26.
Layer Manufacturing (1)
Overview:
Bagaimana suatu benda 3 dimensi
dibuat menggunakan salah satu
metode Layer Manufacturing (SLS)
Benda dibuat langsung dari data
CAD (Computer Aided Design)
Layer Manufacturing (2)
Kompetisi global, kebutuhan akan kastemisasi produk
(keinginan customers), permintaan (demand) yang
meningkat akan perlunya penghematan biaya:
mendorong perusahaan (company) mencari alternatif
tehnologi baru untuk memperbaiki proses bisnis mereka
dan mempercepat siklus pengembangan produk.
Layer manufacturing adalah suatu proses pembuatan
obyek 3D berdasarkan lapis demi lapis material. Tehnologi
ini mampu mempersingkat waktu yang diperlukan untuk
perancangan produk dan pengembangannya. Karena
cepatnya proses, maka tehnologi ini digunakan juga untuk
pembuatan prototype, yang kemudian dikenal dengan
nama Rapid Prototyping. Dalam perjalanannya, saat ini
nama Rapid Prototyping sudah tidak sesuai lagi karena
tehnologi ini mampu membuat obyek yang tidak hanya
sebagai prototype saja tetapi dapat berfungsi
sebagaimana seharusnya.
31.
Layer Manufacturing (3)
Prototype bisa dalam bentuk virtual (VP) maupun fisik.
Virtual Prototyping (VP): analisis dan simulasi produk
menggunakan digital mock-up (3D product presentation).
Cara ini memungkinkan bahwa performans produk dapat di
investigasi sebelum secara benda fisiknya dibuat.
Integrasi dengan CAD (Computer Aided Design)/CAM (Computer
Aided Manufacturing) yang kemudian dikenal sebagai CAE
(Computer Aided Engineering).
Prototype fisik: membuat suatu benda/obyek langsung dari data
komputer tanpa memerlukan Jig atau fixture atau NC (Numerical
Control) programming.
Tehnologi RP juga dikenal dengan nama LAYER
MANUFACTURING, Solid Free-form Fabrication (SFF), material
addition manufacturing, dan 3D-printing. Dengan telah
mampu dibuatnya functional part menggunakan teknologi
ini, maka nama rapid prototyping sebenarnya sudah tidak
sesuai lagi.
32.
Ciri & PerbedaanTeknologi Layer
Manufacturing dengan Teknologi
Lainnya
Ciri utama teknologi ini adalah
Material Consolidation
Proses: SLS, LOM, SLA, LENS, FDM dsb
Bentuk Material: powder, liquid, solid lembaran
Teknologi Lain:
Material Removal
Proses: machining menggunakan mesin Bubut,
Bor, Drill, Gerinda, Mill dsb
Bentuk Material: Bulk
33.
Sejarah perkembangan Rapid
Prototypingdan teknologi lainnya
Tabel disamping
menunjukkan sejarah
kapan Rapid Prototyping
dan teknologi lainnya lahir
dan mulai dikomersialkan.
Di sini nampak bahwa
suatu inovasi lahir
karena dukungan dari
teknologi lainnya yang
sudah lahir lebih dulu.
Tahun
Tahun Teknologi
Teknologi
1770
1770 Mekanisasi
Mekanisasi
1946
1946 Komputer
Komputer
1952
1952 Mesin CNC
Mesin CNC
1960
1960 Laser komersial
Laser komersial
1961
1961 Robot komersial
Robot komersial
1963
1963 CAD
CAD
1988
1988 Komersial sistem RP
Komersial sistem RP
?
? ?
?
34.
Perspektif Sejarah
Akarperkembangan RP dapat di lacak dari 2 area
keteknikan
Topography
Photosculpture
35.
Topography (1)
1. Metodelayer diusulkan pertama
kali oleh Blanther pada awal
tahun 1890 (Blanther, 1892)
untuk membuat mould. Mould
ini digunakan untuk membuat
peta relief topography. Kedua
permukaan 3D positif dan
negatif dirakit dari rangkaian
plat dari bahan wax yang
dipotong-potong mengikuti
kontur garis topography.
2. Metode ini kemudian diperbaiki
oleh Perera (perera, 1940), Zang
(Zang, 1964) dan Gaskin
(Gaskin, 1973).
36.
Topography (2)
3. Matsubara(Matsubara,
1972) menggunakan
proses layer
manufacturing untuk
membuat casting mould.
Setiap layernya dibuat dari
bahan partikel refraktori
yang dilapis dengan resin
photopolymer. Resin ini di-
cure menggunakan
cahaya.
37.
Topography (3)
4. DiMatteo(DiMatteo, 1976)
mengusulkan proses layer
manufacturing obyek 3D
menggunakan lembaran metal
yang dipotong mengunakan
milling cutter.
5. Nakagawa (Nakagawa et al, 1979)
menggunkan teknologi ini untuk
membuat blanking tool, Press
forming tool (Kunieda &
Nakagawa, 1984) dan injection
moulding tools (Nakagawa et al,
1985)
38.
Photosculpture (1)
1. Teknikini diusulkan pertama kali pada abad
ke-19 untuk membuat replika obyek 3D
(Bogart, 1979). Caranya, sebuah obyek difoto
menggunakan 24 kamera secara silmultan
mengitari obyek dengan jarak antar kamera
sama dalam ruang berbentuk lingkaran.
2. Morioka (Morioka, 1935;1944) mengusulkan
pemakaian pencahayaan tersetruktur untuk
menciptaka garis kontur dari sebuah obyek
fotografi kemudian menggunakannya untuk
memotong dan membentuk sebuah obyek
dari bahan berbentuk lembaran.
39.
Photosculpture (2)
3. Munz(Munz, 1956) mematentkan sistem
layer manufacturing untuk fabrikasi
penampang lintang obyek yang discan
dengan cara mengekspos secara terseleksi
transparent photo emulsion. Sistem ini
menghasilkan lapis-lapis dengan cara
menurunkan piston dalam silinder dan
menambahkan sejumlah photo emulsion dan
fixing agent.
41.
Pemegang Patent
Nama TitleFiled Negara
Housholder Moulding process Dec-79 US
Murutani Optical mould method May-84 Japan
Masters Computer automated manufacturing process and system Jul-84 US
Andre et al Apparatus for making a model of an industrial part Jul-84 France
Hull Apparatus for making three dimensional objects by
stereolithography
Aug-84 US
Pomerantz et al Three-dimensional mapping and modelling apparatus Jun-86 Israel
Feygin Apparatus and method for forming an integral object from
lamination
Jun-86 US
Deckard Method and apparatus for producing parts by selective
sintering
Oct-86 US
Fudim Method and apparatus for producing three-dimensional
objects by photosolidification; radiating an uncured
photopolymer
Feb-87 US
Arcella et al Casting shapes Mar-87 US
Crump Apparatus and method for creating three-dimensional
objects
Oct-89 US
Helinski Method and means for constructing three-dimensional
articles by particle deposition
Nov-89 US
Marcus Gas phase selective beam deposition: three-dimensional,
computer-controlled
Dec-89 US
Sach et al Three-dimensional printing Dec-89 US
Levent et al Method and apparatus for fabricating three-dimensional
articles by thermal
Dec-90 US
42.
Penggunaan sistem RPdi berbagai
sektor (%)-sumber: Wohler (2000)
motor vehicles
consumer product
business machine
medical
academic
aerospace
gevernment/military
others
Proses: Layer Manufacturing
LayerManufacturing
Layer Manufacturing
MATERIAL
MATERIAL
Powder, Liquid, solid
Powder, Liquid, solid
Bentuk: Laminates, Pellets, Wire,
Bentuk: Laminates, Pellets, Wire,
particle
particle
Contoh: Paper, resin, nylon, wax,
Contoh: Paper, resin, nylon, wax,
metals, ABS, ceramics, biomaterials
metals, ABS, ceramics, biomaterials
METODA
METODA
Powder based
Powder based
system
system
Liquid based
Liquid based
system
system
Solid based
Solid based
system
system
APLIKASI
APLIKASI
Prototyping, Manufacturing
Prototyping, Manufacturing
dan Tooling
dan Tooling
Contoh: Aerospace,
Contoh: Aerospace,
Automotive, Biomedical,
Automotive, Biomedical,
Consume product industries
Consume product industries
INPUT
INPUT
CAD Model:
CAD Model:
surface/solid
surface/solid
(STL, IGES)
(STL, IGES)
Physical
Physical
Object (Point
Object (Point
data
data
(digitizer)
(digitizer)
45.
OUTPUT
INPUT PROSES
Layer Manufacturing
fromconcept to product
FEA
FEA STL
PROSES
CT-Scan/MRI
CAD
Produ
ct
Material
(Courtesy to Materialize Corp
& DTM Corp)
(Courtesy to Z Corp)
46.
Software CAD
AutoCAD
CATIA
SolidWorks
Pro Engineer
Unigraphics, dll.
Tugas:
search info of those software via
search info of those software via
search engine http://www.google.com
search engine http://www.google.com
3
47.
INPUT: Format Data
STL (STereoLithography)
SLC
CLI (Common Layer Interface)
RPI (Rapid Prototyping Interface)
LEAF (Layer Exchange ASCII Format)
LMI (Layer Manufacturing Interface)
Format STL adalah format yang
paling banyak digunakan
4
48.
Format Data STL
Metode representasi untuk mendiskripsikan
geometri CAD beragam antara satu sistem
dengan sistem lainnya, sehingga perlu
standard interface untuk menyamakannya.
Standar ini adalah STL (STereo Lithography
STL merupakan de facto standard yang
digunakan pada sistem RP yang dikembangkan
oleh 3D System, USA.
File STL terdiri dari facet-facet berbentuk
segitiga yang disusun tak urut (unordered list)
dan merepresentasikan kulit luar dari suatu
obyek.
Ada 2 macam format STL:
ASCII format (lebih manusiawi d/p Binary format)
Binary format (size-nya < ASCII)
49.
Format Data STL
File STL di-generate
melalui tesselation of
accurate CAD models
Permukaan model 3D
didekati dengan facet
triangular, yang setiap
triangular didefinisikan
secara independen
oleh 3 vertice dan
vektor normal dengan
kearah luar
X Y
Z
(1,0,2)
(0,0,2)
(0,0,0)
(0,1,0)
Outside of
part
50.
2 syarat pentinguntuk
men-generate file STL
Data triangle vertices harus
disimpan dalam file yang
tersusun (in an ordered fashion)
agar mudah dalam
mengidentifikasi interior dan
exterior surfaces.
Order vertex searah putaran
jarum jam=interior surface
Order vertex berlawanan arah
putaran jarum jam=exterior
surface
Mengikuti aturan Vertex-to-
vertex rule: Setiap triangle
berdampingan dengan lainnya
pada posisi yang persis
3 1
2
1 3
2
Exterio Interior
Benar
Salah
51.
Problem STL file
Tidak mengandung data topologi
Banyak algoritma tessellation komersial yang
digunakan vendor CAD tidak robust yang
cenderung menimbulkan error karena model
pendekatan polygonal. Error tsb antara lain:
Gaps (retak, lubang, legok karena adanya facet
yang hilang
Degenerate facet dimana semua sisinya adalah
collinear
Overlapping facet
Kondisi non-topologi manifold
52.
3. Proses:
3.1. DiscreteBased System
Ada 2 macam yaitu
Fusing of particles by laser dan Joining of particles with a
binder
Material berbentuk powder atau serbuk dengan ukuran dalam
skala micron.
Untuk melekatkan antara partikel satu dengan lainnya dapat
dilakukan dengan cara
Pemanasan (sumber panas: laser). Proses pelekatan terjadi setelah
permukaan partikel meleleh dan kemudian membeku (solidifikasi).
Contoh proses: SLS
Konsolidasi partikel dengan material bersifat seperti lem.
Proses pelekatan terjadi saat lem yang ada pada permukaan
partikel membeku.
Contoh proses: 3D Printing
Powder yang menyatu terseleksi
Sintering: Indirect &Direct
Direct Sinter
Direct Sinter
Temp
Temp
Tinggi
Tinggi
Material
Green Part
Material+Binder
In-direct Sinter
In-direct Sinter
Furnace
Furnace
Final Part
Temp
Temp
Rendah
Rendah
Binder
55.
z
If athin layer of material, of thickness z, is placed
normal to a beam of radiation of intensity Io, the
radiation transmitted T(z), absorbed A(z) and reflected
R(z) vary with z as
Theory:
Laser Radiation Distribution
bz
exp
I
z
R o
1
1
bz
exp
I
z
T o
bz
exp
I
z
A o
1
Io
56.
30/07/25 Alva E.Tontowi 56
0.1 0.2 0.3 0.4 0.5
20
30
40
50
60
70
80
90
100
YAG
CO2
Absorption
(%)
Penetration Depth (mm)
Absorption/mm
De
pth
pe
net
rati
on(
m
m)
Laser beam
incident
Reflected
Absorbe
d
Transmitted
T
hi
ck
n
es
s
(Wang & Kruth, 2000)
(Wang & Kruth, 2000)
57.
Imagined indicated powervs time
Equipment set up&Condition
Laser off
Time
Transmitted
T
(W)
Heating, laser on
Cooling
bz
exp
I
z
T o
Z=0.06-0.28 mm
Laser power=0.16W-0.22W
10W CO
10W CO2
2 Laser
Laser
Digital display
Digital display
(watts)
(watts)
Mirro
Mirro
r
r
Powder
Powder
holder
holder
ZnSe
ZnSe
StereoLithography
A laserbeam is moved over the surface of the liquid
photopolymer to trace the geometry of the cross-section of
the object. This causes the liquid to harden in areas where
the laser strikes. The laser beam is moved in the X-Y
directions by a scanner system (D). These are fast and highly
controllable motors which drive mirrors and are guided by
information from the CAD data.
The exact pattern that the laser traces is a combination of
the information contained in the CAD system that describes
the geometry of the object, and information from the rapid
prototyping application software that optimizes the
faithfulness of the fabricated object. Of course, application
software for every method of rapid prototyping modifies the
CAD data in one way or another to provide for operation of
the machinery and to compensate for shortcomings.
68.
StereoLithography
After thelayer is completely traced and for the most part
hardened by the laser beam, the table is lowered into the
vat a distance equal to the thickness of a layer. The resin is
generally quite viscous, however. To speed this process of
recoating, early stereolithography systems drew a knife
edge (E) over the surface to smooth it. More recently pump-
driven recoating systems have been utilized. The tracing and
recoating steps are repeated until the object is completely
fabricated and sits on the table within the vat.
Some geometries of objects have overhangs or undercuts.
These must be supported during the fabrication process.
The support structures are either manually or automatically
designed.
69.
StereoLithography
Upon completionof the fabrication process, the object is elevated
from the vat and allowed to drain. Excess resin is swabbed
manually from the surfaces. The object is often given a final cure
by bathing it in intense light in a box resembling an oven called a
Post-Curing Apparatus (PCA). Some resins and types of
stereolithography equipment don't require this operation,
however.
After final cure, supports are cut off the object and surfaces are
sanded or otherwise finished.
Stereolithography generally is considered to provide the greatest
accuracy and best surface finish of any rapid prototyping
technology. Work continues to provide materials that have wider
and more directly useable mechanical properties. Recently, inkjet
technology has been extended to operation with photopolymers
resulting in systems that have both fast operation and good
accuracy. See the section on inkjets.
70.
QUIZ-1 (19 April2005)
Gambar diagram dan terangkan LOM
(Layered Object Manufacturing)
Waktu: 07.30-08.00
Nama Tim
Nama Anggota: ditulis hanya yang
aktif pada sesi ini.